将金属螺柱焊到工件平面上的方法,在建筑工程中称栓钉焊,它属于熔态压力焊的范畴。
栓钉施焊前:应依照工程施工设计图纸上规定的间距和行距以及位置要求放出栓钉施工位置线。

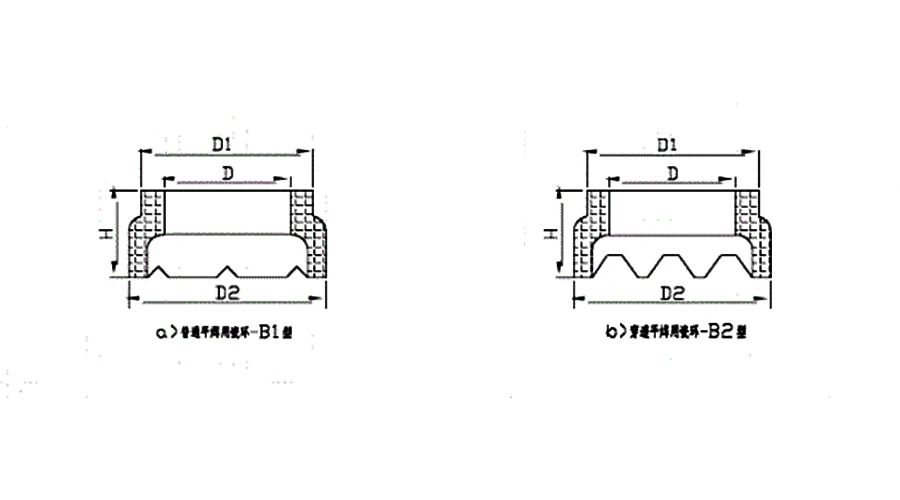
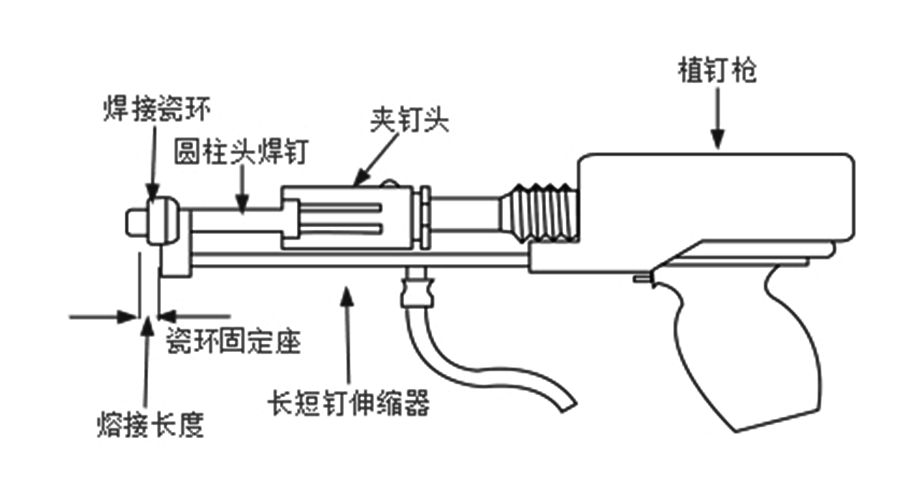
栓焊前需准备:栓钉、瓷环(分为穿透型瓷环和普通型瓷环)、焊接电源、控制器、焊枪和焊接电缆。
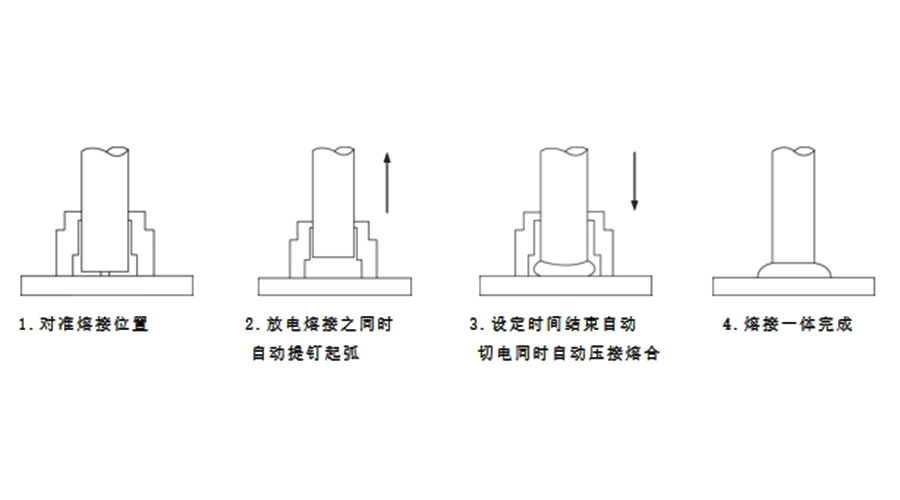
栓钉焊接施工时:将栓钉机同相应的焊枪电源接通,把瓷环座圈放在已放好线的栓钉位置上,用焊枪将栓钉对准瓷环座圈顶紧,打开焊枪电源,栓钉引弧点拉弧产生高温融化栓钉头部和母材形成高温融化的焊接焊池,经短时间(0.8-1.2s)后栓钉焊接在母材上,然后敲碎并清除瓷环和检查四周焊缝。
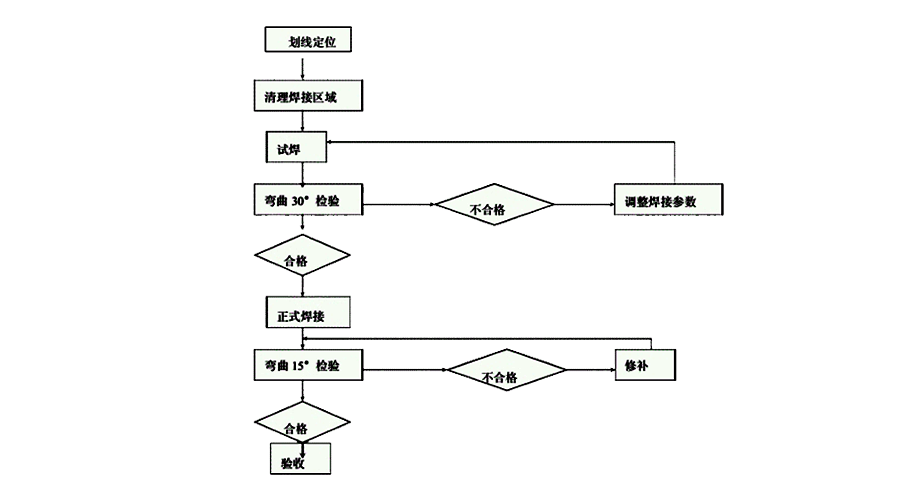
栓钉焊接完成后:需检查栓钉是否垂直和焊缝是否均匀,看焊肉是否饱满均匀,有无偏焊,如焊层全熔化且均匀判为合格;弯曲检查以锤击检查为主,检查外观有缺陷的栓钉,在缺陷部位的相反方向锤击弯曲15°,焊缝处无开裂、焊肉无异常现象可判为合格;如焊缝出现裂缝,视为报废,不合格则需要在原位稍偏处补焊一个栓钉补充,打弯的栓钉不必再扶正。
注:栓钉施焊使用专用栓钉焊机,配备栓钉焊枪。
总的来说,焊前准备工作完成后,在每天正式施焊前,做两个试件,弯30°检查合格后,方可正式施焊。